
The core outline would also give me a clue as to what the interior core should look like- in case I wanted to cast non solid hydrants

Click here to see a mitre gauge (with a core) being cast in a flask.
Update:
When I bought this pattern it is was purported to be a fire hydrant pattern. I have since learned it is more likely to be a single cylinder, 2-cycle marine engine.
Patternmaker's model of a fire hydrant. I believe this one hails from Watertown, NY. Very nicely made example of what it was patternmakers did all day -- and most unusual.
|
| Outside view. The black above the 'W' represents the hollow portion of the hydrant. The W is 3/4" high |
|
|
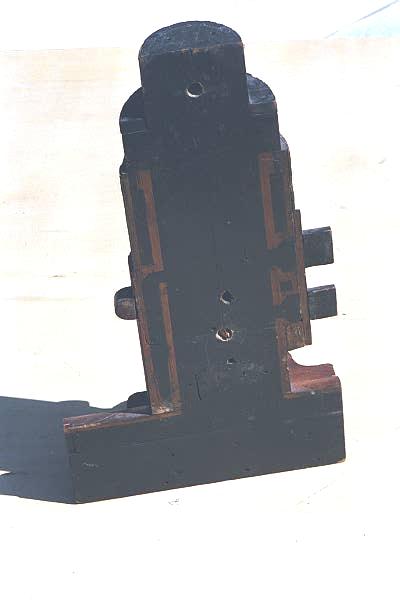
Inside view. The black indicates hollow portions, the light brown
would be metal. As is, this pattern would product a solid
hydrant! I don't have the corresponding core box
which can be though of as a pattern for the interior of
the hydrant. The pattern maker who made this pattern painted
the outline of the core on the inside of the pattern. This is/was
standard foundry practice. The moulder often did not know or
care what the casting being produced was for (it might not be
recognizable as some internal part of a machine might be).
The black paint and the light brown core outline
would clue the moulder in that this pattern should be cast with
one or more cores and should not be cast solid! The core outline would also give me a clue as to what the interior core should look like- in case I wanted to cast non solid hydrants |
|
| Partially Separated View. To make a casting: one half pattern
is placed with the flat side down on a table. A box with no top
or bottom (called a flask) is placed around it. Moulding sand is
rammed all around it. It is flipped over and the two halves of the
pattern are placed together (the index holes are visible in the
picture above- the mating half pattern has corresponding pegs.
The top peg is visible on the right half near the top. It's white).
Another flask is placed over the first and more molding sand
is rammed around it. The flasks are sparated and the patterns
removed. Now the impression of each half pattern is left
in the two flasks. If the flasks are closed back up and molten
metal is poured in, the resulting casting will be solid. So
before the flasks are closed together a core is inserted. The
core is made of sand in the shape of where you don't want the
metal to go. If you are casting a simple pipe the core would
be cylindrical- since that the void you'd want. For an automobile
engine or a fire hydrant the core is a little more complex.
Click here to see a mitre gauge (with a core) being cast in a flask. |

| Bottom Detail |